
Why You Can’t Directly Measure the Torque Output of a Capping Machine
As you would expect, we discuss torque with our customers on a daily basis. People of course have a lot of questions about how to measure torque. They want to make sure that they are applying the proper amount of torque to their caps. So it is natural that many people new to bottle capping want to find a way to directly measure the torque output of their capping machine. The ideas they typically try are logical and well thought out but they unfortunately lead to inaccurate results. It is our purpose here to explain why.
Many people understandably think that if they place a bottle into a bottle cap torque tester and then tighten the cap with their bottle capping machine that the torque tester will tell them how much torque the capping machine just applied to their cap. Regrettably this is not the case. Bottle cap torque testers can only measure the torque applied to caps if the caps are screwed onto a container very slowly. Capping machines tighten caps very quickly. The sampling rates of bottle cap torque testers (the frequency with which a bottle cap torque tester can read torque output) are far too low to accurately measure the torque of a cap applied by a capping machine.
Another approach people sometimes follow is that they try to measure the torque output of the capping motor itself. They conclude that if the torque output at the motor’s shaft is a certain amount, then they must be applying this same amount of torque to the cap. This approach will also produce inaccurate results. Below we will explore this approach in more detail and explain why.
While explaining the reasons for this we will also be providing you with an actual example. We will be working with a Nalgene 38-430 cap and 1000 ml Nalgene container. For this particular application, Nalgene has provided us with an application torque specification of 27-33 inch pounds. So if we apply between 27 and 33 inch pounds of torque, the cap will be properly sealed onto the bottle.
But how does a bottle and cap manufacturer arrive at the application torque specification? The process they undertake is not widely known and therefore is the source of much of the confusion regarding this topic.
When the manufacturer of the cap and bottle perform the test to determine the application torque specification for a particular cap and bottle, they follow the Method of Test for Closure Torque as set forth by the Plastic Bottle Institute of the Society of the Plastics Industry (Technical Bulletin PBI 7). The critical part for us to understand is how the test is performed.
The test is performed by clamping the bottle into a bottle cap torque tester and then applying the cap gradually and very slowly to a selected torque. They then check the seal on the bottle. By repeating this test several times at varying amounts of torque, a range of torque values are discovered at which the threads of the cap and the threads on the neck of the bottle are engaged in such a way as to not allow any of the contents of the bottle to escape and also to not allow any outside substances to enter the bottle. This range of torque values becomes the specified application torque range.
The crucial part to understand is that the application torque specification is arrived at by tightening the cap slowly and gradually. Conversely, capping machines are used to make the capping process more productive. Therefore, capping machines tighten caps very quickly. The difference in speed between the two approaches is what causes the final torque applied by each approach to be different.
When capping a bottle with a capping machine there are two forces at play. The first force is the torque generated by the motor. If you calibrate your motor to 30 inch pounds of force, then this force will be 30 inch pounds. The second force is created by the momentum of the chuck. When a chuck gets spinning at a high speed, lots of energy gets stored in its rotation. This energy is determined by the speed, size, and mass of the chuck. This second force, the force generated by the momentum of the chuck, is applied in addition to the torque being generated by the motor. What this means is that a torque greater than just the torque of the motor is being applied to the cap. In this case, the total torque would be 30 inch pounds (the torque output of the motor) plus the torque generated by the momentum of the chuck.
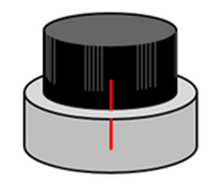
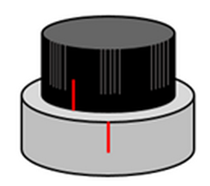
The diagram below shows the difference in position created when a cap is applied slowly and gradually as is the method followed by the manufacturer, versus when it is tightened at a high rate of speed by a capping machine. When we apply 30 inch pounds of torque slowly, we tighten the cap to the proper position on the bottle as is shown in the image below and to the left. When we calibrate a capping machine to 30 inch pounds, and then tighten the cap with the capping machine, the cap is tightened much further than the cap that has been applied slowly and gradually. This extra rotation is caused by the momentum of the chuck. The machine tightened cap has rotated beyond the proper position on the bottle. It has been over tightened; it has exceeded the application torque specification and is therefore not properly sealed onto the container.
Cap applied slowly
and gradually
Cap applied by
capping machine
We will now get back to our example. The video to the right shows two different Kinex Cappers' products tightening a Nalgene 38-430 cap. The clutch for each of the cap tighteners has been calibrated to apply 30 inch pounds of torque. The Cap-Rite is a manual capping tool that applies the cap slowly and gradually. The PS-200 Capping Machine is a semi automatic cap tightener that spins the chuck at a high rate of speed. As you will see in the video, even though both bottle cappers are calibrated to 30 inch pounds, the PS-200 over tightens the cap due to the momentum generated by spinning the chuck at a high rate of speed.
So as has been demonstrated above and in our video, we cannot calibrate a capping machine by targeting the application torque output of the capping machine. So where does this leave us?
Thankfully, the manufacturers of caps and bottles were also well aware of this problem. This is why the Method of Test for Closure Torque not only provides the producers of caps and bottles with a method to determine the application torque specification of the caps and bottles they manufacture, this same method can be used by the users of caps and bottle to validate that their capping machine is applying the correct amount of torque onto their caps. Follow this link to learn more about the Method of Test for Closure Torque and to watch a video tutorial that will take you step by step through the process.
The Effect of Momentum
on Capping Torque
